关键词 |
冷锻散热器,冷锻散热器价格,湖州冷锻散热器,冷锻散热器厂家批发 |
面向地区 |
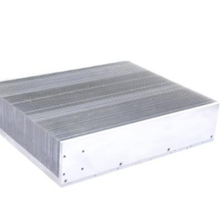
冷锻散热器可采用纯铝AL1070.1050一体式挤压成型。AL传热系数为22670W/m.k,合金铝(6063)传热系数为180W/m.k,而普通压铸铝(A380)传热系数仅为96W/m.k。传热系数越大,LED释放热量可以传递得更快,更有利于LED灯具的整体散热。
使用冷锻散热器模具AL铸造1050系列材料也可以使用AL6063系列材料铸造,两种材料可以同时使用一套模具,从而增加客户的选择,以满足不同的需求!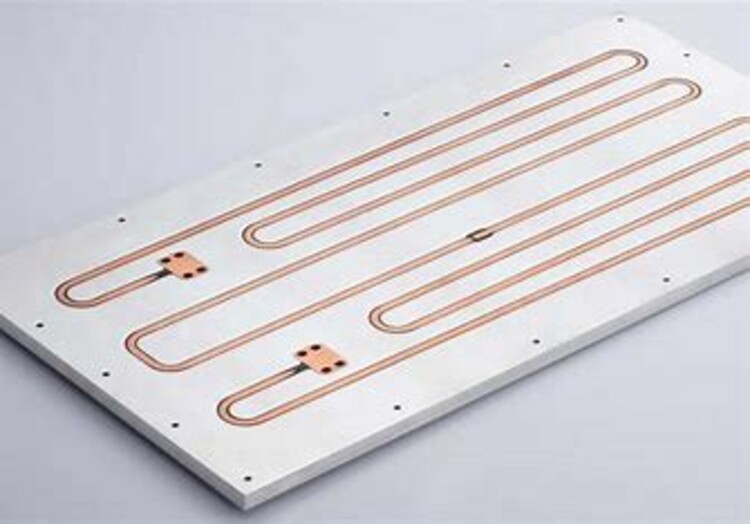
冷锻散热器基板(底板)与鳍片一体成型,之间无间隙。基板的热量可以不隔离地传递到散热鳍片上。汽车铝零件和纤维焊接零件,通过汽车加工铆接或纤维焊接工铆接或纤维焊接在一起,之间有间隙;产生间接热阻,同时使用灯具,也会导致间隙和增加,会增加热阻,不利于热传导。
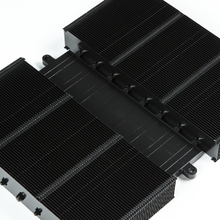
冷锻散热器的进气方向是三维进气。一般来说,挤出是二维进气,以便更好地适应环境,获得更好的散热效果。
结构异性化
冷锻散热器采用模具铸造,可在模具上进行异性加工,基板背面出现异性结构,更好地与加热元件结合!
工艺特点
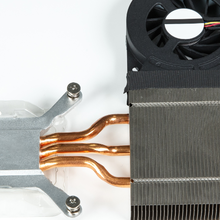
高传导性.高散热性外,进口CNC加工中心充分了、更持久的尺寸.质量稳定.表面易于处理。根据测量,纯铝冷锻的散热性能是同类压铸产品的两倍.目前大功率是同类型铝型材车制产品的两倍LED照明设备散热的佳解决方案。
冲压是对薄板的冷挤压加工,
冷锻是材料再结晶温度以内的成型加工,
热锻是材料再结晶温度以上的成型加工,
压铸和注塑相比,液化金属在模具中冷却成型
铝挤压是将液体金属通过金属模具分离挤压而成的
由于工况极端,模具的使用寿命与设计中使用的材料有关。
对于尺寸精度,于设计要求。一般来说,铝挤压高,压铸和冷锻也高。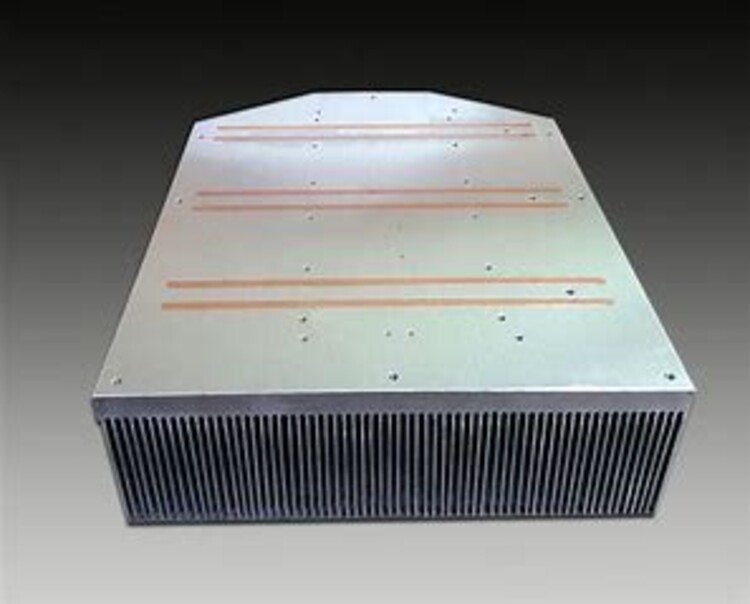
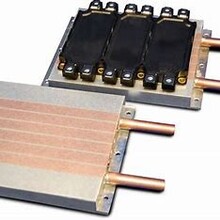
提升冷板的散热性能主要依靠:
1)改善流场。使流体在流道内有足够长的回路(要考虑符合的压降,以免影响流量),流道内的液体吸热均匀,通常采用的方法有:Pin fin组,扭旋片,wave channel等。
2)增加吸热面积。流体接触冷板吸热端的面积足够,吸热效果才能更好。增加面积的方法有:skiving, CNC铣槽,crimp fin,铝挤压fin片等。
3)冷板吸热面平面度、粗糙度及厚度。由于工业冷板的功耗通常都比较大,以千瓦级计,所以冷板的平面度、粗糙度及厚度都对冷板的热阻有很大的影响。

新乡本地冷锻散热器热销信息